




精心打磨的产品视频已准备就绪,它将带您深入q345b大口径直缝焊管厂家的魅力世界,让您重新发现产品的无限可能。
以下是:浙江q345b大口径直缝焊管厂家的图文介绍


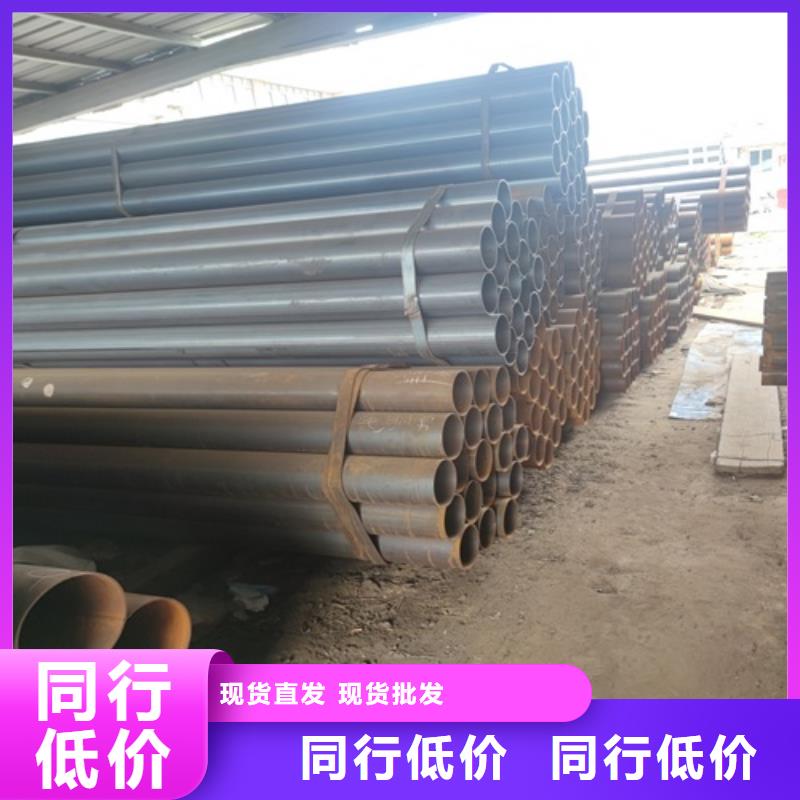
焊管的主要生产步骤 焊管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。 原材料在投入前都要经过严格的理化检验,带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。 采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送;采用外控或内控辊式成型。;采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 焊管焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。再采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 焊管的焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。



多年来坚持守约、保质、薄利、重义的经营理念,鹏鑫钢铁(浙江省分公司)与广大客商建立了牢固的合作关系,受到了广大客户的赞同。公司让利于 焊管客户,装车免费,节假日照常发货,欢迎广大客户朋友光临惠顾!


Q345B焊管的存放说明: Q345B焊管在堆放的时候,需要注意的是在高度和宽度上的问题,因为Q345B焊管本身是有一定重力的,所以如果堆放的越高,实际上对于底部的Q345B焊管的压力是特别大的,这样一来对于它的伤害程度也是比较大的,我们就要在高度上进行控制,宽度是因为底部的Q345B焊管是关键的存在。 Q345B焊管选购注意事项: 要选购正规的Q345B焊管,如何判断Q345B焊管正规性呢,其实就是它的包装上面,在食品中我们是需要看生产日期保质期和质量标准,在Q345B焊管中,同样也是有三个方面需要注意的,一是执行标准,二是生产许可,生产厂家,如果是三无Q345B焊管的话,我们肯定是不能购买的。


Q345C直缝焊管检验标准 Q345C直缝焊管几何尺寸及外形检查方法: 1、壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录; 2、外径、椭圆度检查:卡规、游标卡尺、环规,测出点; 3、长度检查:钢卷尺、人工、自动测长; 4、弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度; 5、端面坡口角度和钝边检查:角尺、卡板。 Q345C直缝焊管在检查好几何尺寸及外形后,还要做化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。


