


联系我们1

当前位置:
广硕橡塑制品(湖州市分公司) >湖州本地每News
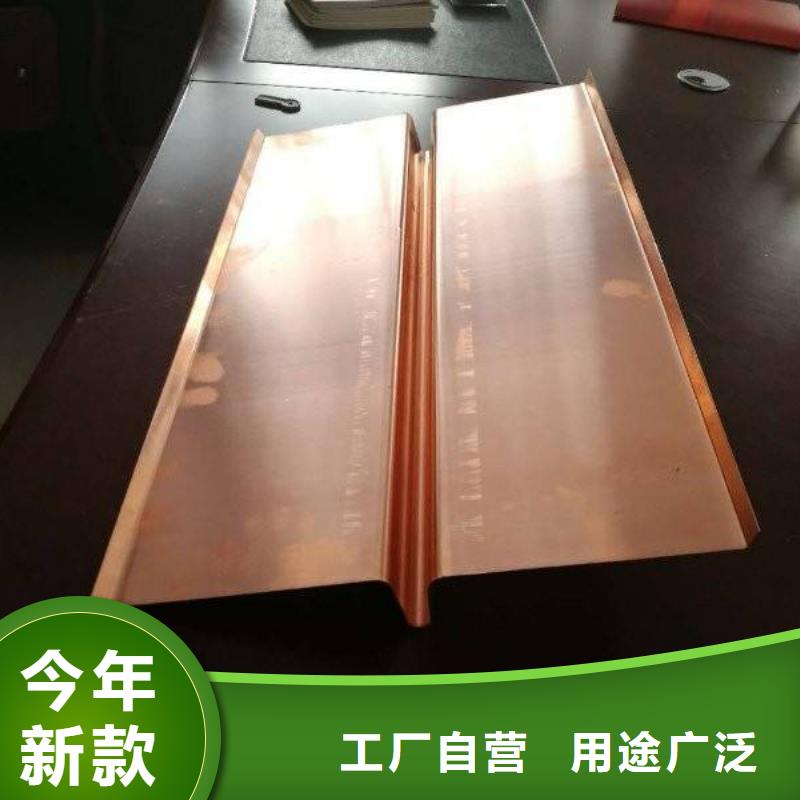
止水铜片厂家保质量
更新时间:2026-03-29 21:57:11 ip归属地:湖州,天气:多云转中雨,温度:12-25 浏览次数:4 公司名称: 广硕橡塑制品(湖州市分公司)
以下是:浙江省湖州市止水铜片厂家保质量的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 不限 |
| 运费说明 | 按距离 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 材质 | 紫铜 |
| 牌号 | T2 |
| 厚度 | 1.0mm/1.2mm/1.5mm |
| 范围 | 止水铜片保质量供应范围覆盖浙江省、杭州市、宁波市、温州市、台州市、金华市、湖州市、绍兴市、舟山市、嘉兴市、衢州市、丽水市 吴兴区、南浔区、德清县、长兴县、安吉县等区域。 |
以下是:浙江省湖州市止水铜片厂家保质量的图文视频




【广硕】业务覆盖多元场景,提供以下产品和服务:德清背贴式橡胶止水带、吴兴PVC橡塑止水带、丽水PVC橡塑止水带、嘉兴钢边止水带等。止水铜片厂家保质量,广硕橡塑制品(湖州市分公司)为您提供止水铜片厂家保质量,联系人:李经理,电话:【18762195566】、【18762195566】。 浙江省,湖州市 2022年,湖州市实现地区生产总值3850.0亿元,其中,产业增加值161.1亿元,第二产业增加值1966.2亿元,第三产业增加值1722.7亿元,三次产业增加值结构为4.2:51.1:44.7。按常住人口计算的人均GDP为112902元。
我们的止水铜片厂家保质量视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
以下是:浙江湖州止水铜片厂家保质量的图文介绍

钢边止水带价格优势:同等质量,我们有大幅的价格优势,欢迎考察洽谈。具体报价根据订货量电议。 订货保值:在价格波动较大的时期,广硕橡塑制品(湖州市分公司)推出预付款保值承诺:客户的合同预付款在交货时遇到价格上涨,我公司按照合同约定价格付货;遇到价格下降,我公司按照市场价付货


焊接顺序是首先将助焊剂涂在需要焊接的位置,然后加热。加热的时候碳化火焰不能直接遇到助焊剂,加热的位置是在包塑紫铜管与套管之间,将火焰嘴放在这直接的2点来回移动。包塑紫铜管加热后,助焊剂已经融化成了液体,这个时候可以立刻将预热的焊条放在焊点的位置。
焊条一旦融化接着就将火焰嘴在2点直接来回移动,直到焊条溶满缝隙结束。如何让包塑紫铜管延长使用寿命,以包塑紫铜管换热器为例子,一般的换热器使用时间为2个月。让包塑紫铜管能长寿的方法,需要的设备维修人员及时更换或者校正引杆,及时和更换导向轨与托辊。
因为引杆的使用周期相对长的情况下,容易产生变形,引锭头5容易弄坏包塑紫铜管外弧面下端口。导向辊不及时更换或调易使得包塑紫铜管排磨损。包塑紫铜管钎焊在选择钎料上必须要满足间隙接头性能和钎焊工艺的要求。
焊条一旦融化接着就将火焰嘴在2点直接来回移动,直到焊条溶满缝隙结束。如何让包塑紫铜管延长使用寿命,以包塑紫铜管换热器为例子,一般的换热器使用时间为2个月。让包塑紫铜管能长寿的方法,需要的设备维修人员及时更换或者校正引杆,及时和更换导向轨与托辊。
因为引杆的使用周期相对长的情况下,容易产生变形,引锭头5容易弄坏包塑紫铜管外弧面下端口。导向辊不及时更换或调易使得包塑紫铜管排磨损。包塑紫铜管钎焊在选择钎料上必须要满足间隙接头性能和钎焊工艺的要求。



想要保证涂装能够顺利进行,不仅要根据涂装产品的膜厚,还要根据不同的铝板体系,将涂装设定在一定的粘度范围内,才可以产品质量。是国内成立较早的铝板厂家,主营:高精超平铝板,氧化铝板、6061铝板、5083铝板、6082铝板等各牌 铝板。
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,应力和改善焊缝质量。
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,应力和改善焊缝质量。
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。


选购止水铜片厂家保质量来浙江省湖州市找广硕橡塑制品(湖州市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-【18762195566】,地址:[滨湖新区北田村]。